VA・VE事例
底面フラット形状の止まり穴加工の加工工数低減によるコストダウン
| 課題 | コストダウン | 加工内容 | 旋盤加工、ドリル加工 |
|---|
 Before
Before
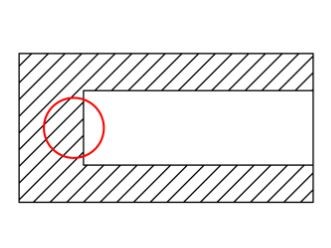
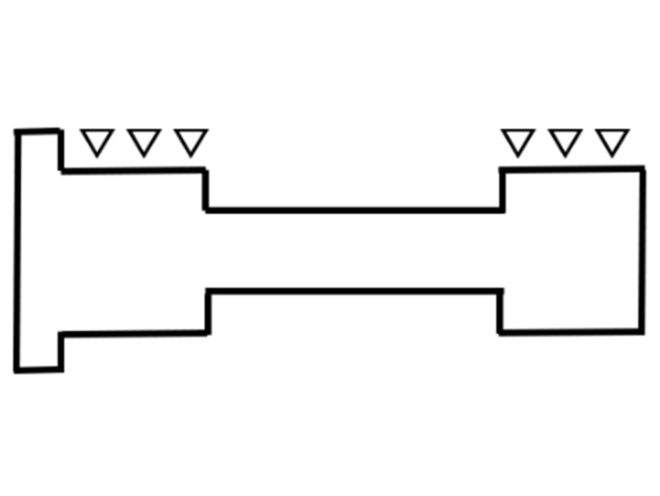
止まり穴加工において穴底までの深さが必要な場合、穴底面の形状をフラットに設計される場合があります。
エンドミルで加工を行なう場合、旋盤加工での穴中心部分は周速度がゼロとなり、穴底面をフラットにするには工数を増やす必要があります。
そのため、工数が増えてしまう分コストがかさんでしまうことが課題でした。
エンドミルで加工を行なう場合、旋盤加工での穴中心部分は周速度がゼロとなり、穴底面をフラットにするには工数を増やす必要があります。
そのため、工数が増えてしまう分コストがかさんでしまうことが課題でした。
 After
After
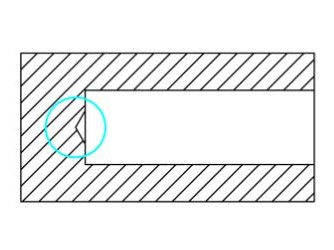
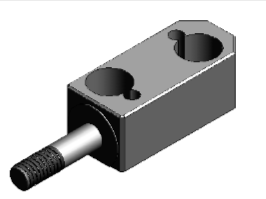
止まり穴加工において、穴底面をフラット形状に設計されている場合は、穴底面をすべてフラットにせず、ドリルの先端形状のみを残すことで、加工工数を低減することが可能です。
この場合は、加工工数の低減に加え、刃具のトラブル回避にも繋がるため、コストダウンを実現することができます。
この場合は、加工工数の低減に加え、刃具のトラブル回避にも繋がるため、コストダウンを実現することができます。
ポイント
自動旋盤加工 コストダウンセンター.comでは、上記の事例のように、旋盤加工のノウハウを生かしたVA/VE提案を多数おこなって参りました。当社では、工数削減によるコストダウンの他、材質変更や加工時間の削減によるコストダウンの提案も行なっています。旋盤加工のコストダウンのことならぜひ当社までお問い合わせください。関連事例
必要部分のみの精度、表面粗度維持による低コスト化
| 課題 | コストダウン、品質向上 |
|---|---|
| 加工内容 | 旋盤加工 |
マシニング加工から旋盤加工に工法変換し工程短縮
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工、ミーリング加工 |
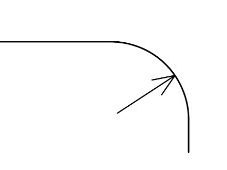
隅Rのサイズを緩和する
| 課題 | コストダウン |
|---|---|
| 加工内容 | ミーリング加工 |
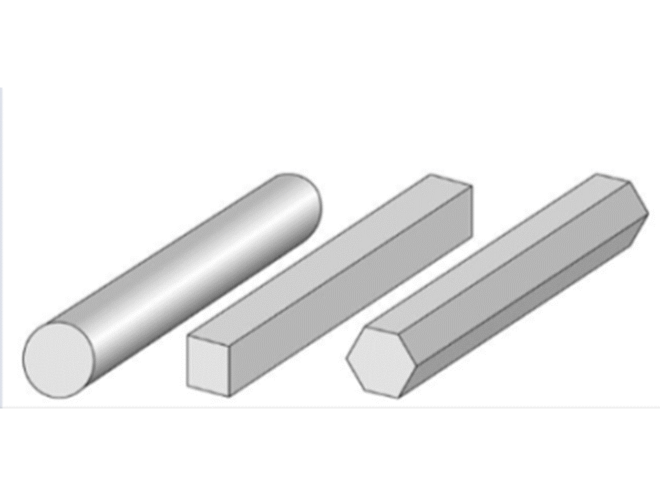
加工材料の形状を変更してコストダウン
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工 |

貫通穴を開ける材料を丸材からパイプ材に変更してコストダウン
| 課題 | コストダウン・製造リードタイム短縮 |
|---|---|
| 加工内容 | 旋盤加工 |
アスペクト比が大きい部品のコストダウン
| 課題 | コストダウン・製造リードタイム短縮 |
|---|---|
| 加工内容 | 旋盤加工、ドリル加工 |

高精度画像測定機による繰り返し精度の安定化
| 課題 | 品質向上 |
|---|---|
| 加工内容 | 検査 |

効率的な切粉処理による生産性向上
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工 |