VA・VE事例
アスペクト比が大きい部品のコストダウン
| 課題 | コストダウン・製造リードタイム短縮 | 加工内容 | 旋盤加工、ドリル加工 |
|---|
 Before
Before
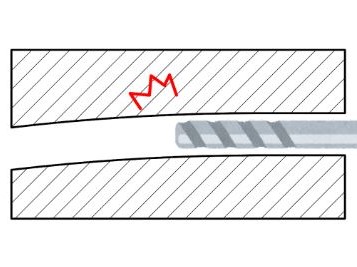
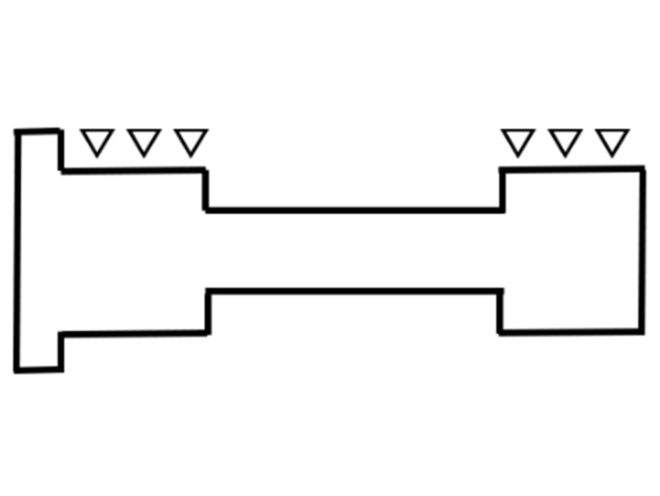
高アスペクト比(穴直径に対し、深い穴)の貫通穴をあける際、底面がフラットの場合は、段階を分けて上から精度を保ちながら加工を行なう必要があります。
高アスペクト比の高精度穴を開けるには細長い刃具が必要になりますが、
加工を行なう途中で、細長い刃具の先端部分が、曲がりやすくなってしまうため、
精度を保つには、加工工数を増やさなければなりません。
また、併せて高い管理能力が必要となります。
高アスペクト比の高精度穴を開けるには細長い刃具が必要になりますが、
加工を行なう途中で、細長い刃具の先端部分が、曲がりやすくなってしまうため、
精度を保つには、加工工数を増やさなければなりません。
また、併せて高い管理能力が必要となります。
 After
After
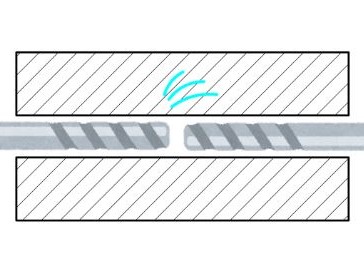
両側から工具をあて、穴を開けることで、
短い工具で加工が可能となります。
その結果として、工程短縮につながります。
一つの工具で加工を行なう場合、
工数を増やす必要があります。
短い工具で加工が可能となります。
その結果として、工程短縮につながります。
一つの工具で加工を行なう場合、
工数を増やす必要があります。
ポイント
中を通るものが軸やネジなどの場合は貫通穴の段差がネックとなりますが、液体や気体であれば、貫通穴の段差は問題にならないため、今回の事例のように、両側から工具をあて加工を行うことでコストダウンにつなげることが可能な場合があります。
自動旋盤加工 コストダウンセンター.comでは、自動旋盤加工のノウハウを活かして、コストダウン提案を多数してきました。
加工工程削減によるコストダウンなら、当社までお問い合わせください。
関連事例
必要部分のみの精度、表面粗度維持による低コスト化
| 課題 | コストダウン、品質向上 |
|---|---|
| 加工内容 | 旋盤加工 |
マシニング加工から旋盤加工に工法変換し工程短縮
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工、ミーリング加工 |
隅Rのサイズを緩和する
| 課題 | コストダウン |
|---|---|
| 加工内容 | ミーリング加工 |
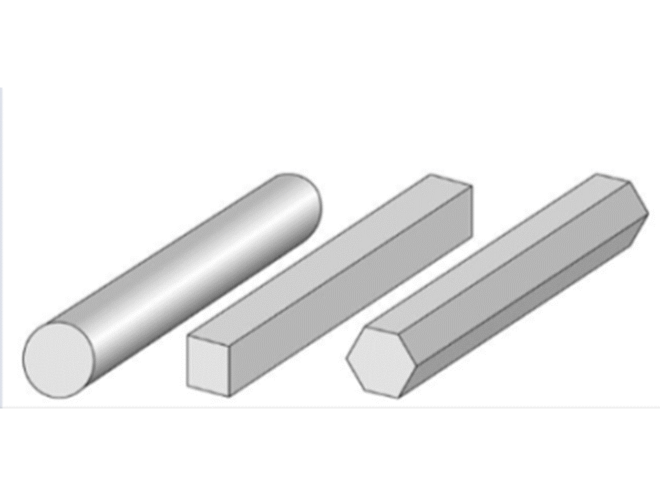
加工材料の形状を変更してコストダウン
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工 |

貫通穴を開ける材料を丸材からパイプ材に変更してコストダウン
| 課題 | コストダウン・製造リードタイム短縮 |
|---|---|
| 加工内容 | 旋盤加工 |
アスペクト比が大きい部品のコストダウン
| 課題 | コストダウン・製造リードタイム短縮 |
|---|---|
| 加工内容 | 旋盤加工、ドリル加工 |

高精度画像測定機による繰り返し精度の安定化
| 課題 | 品質向上 |
|---|---|
| 加工内容 | 検査 |

効率的な切粉処理による生産性向上
| 課題 | コストダウン |
|---|---|
| 加工内容 | 旋盤加工 |