近年、半導体や光学、航空宇宙、医療分野などで需要が高まっている切削加工。設計段階で、用途や使用環境に応じた最適な材料・材質を選定する必要があります。そのためには、各々の特性(機械的性質、物理的性質、化学的性質)を充分に理解しておかなければなりません。
本記事では、切削加工に用いられる材料とその材質、そして適切な材料を選定するための2つのポイントについて徹底解説します!
========================================
当社が皆様の旋盤加工品の調達に関する課題を解決します!
☆ コストダウンを実現した課題解決事例はこちら ☆

========================================
切削加工の種類
切削加工は大きく分けて2種類あります。旋盤加工(英:Lathe Manufacturing)を主とする旋削とフライス加工(英:Milling)に代表される転削です。2つの切削加工の違いは、ワーク(工作物)を回転させるのか、もしくは工具を回転させるのか、です。工具は固定しワークを回転させるのが旋削、逆にワークを固定して工具を回転させるのが転削になります。
旋盤加工とフライス加工についてもっと詳しく知りたい方はこちらから。
>>>旋盤加工・フライス加工の精度について~切削による高精度加工~
切削加工に用いられる材料
鉄鋼材料、ステンレス鋼、アルミ合金、黄銅(真鍮)、樹脂、難削材
切削加工は、金属材料から木材、樹脂材料(プラスチック)など多様な材料に対応することが可能です。切削加工に向いている材料、不向きな材料について詳しくご紹介します。
・鉄鋼材料
SS400やS45Cをはじめとする鉄鋼材料は、ものづくりの現場で最も利用されている材料の一つです。切削加工の材料としてもよく使われ、切削性も非常に良好と言えます。低コストかつ溶接性にも優れているといった強みがありますが、焼き入れなどの熱処理を行ない硬化させてしまうと、切削性が著しく落ちてしまいます。したがって、工程組みの際には注意が必要です。
・ステンレス鋼
SUS303やSUS304に代表されるステンレス鋼も切削可能です。ステンレス鋼は強度・硬度が高く、耐熱性・耐食性が高いといった優れた性質を備えています。しかしそれゆえに、加工時間が長くなり工具の寿命も短くなるとともにコストが高くなってしまいます。したがって、総合的には切削加工には不向きであると言えます。
・アルミ合金
アルミ合金は優れた切削性を持っています。汎用的に利用されているA5052やA5056は、鉄鋼材料より強度が劣りコストも高くなるものの、非常に軽量(鉄鋼材料の約3分の1)で使い勝手がよいです。一方、アルミ合金の中でもA2017(ジュラルミン)やA2024(超ジュラルミン)をはじめとする2000系アルミ合金(Al-Cu合金)は、鉄鋼材料と同程度の強度を備えています。溶接性に劣る点は注意が必要ですが、大変有用な材料であると言えます。なお、純アルミニウムは靭性が高く圧延加工に向いていますが、切削加工には不向きです。
・黄銅(真鍮)
黄銅は、銅(Cu)と亜鉛(Zn)からなる合金で、真鍮という名前で広く知られています。独特の美しい金色が特徴であり、鉄鋼材料やステンレス鋼よりも切削性は良好です。比較的高価で材料費がかさむ、耐食性が低いといったデメリットもあります。
・木材
彫刻刀やナイフを使った彫刻も切削加工に含まれますが、木材も極めて切削性が高いと言えます。
・樹脂材料
樹脂材料(プラスチック)は、融点によりプラスチック、エンジニアリングプラスチック(エンプラ)、スーパーエンジニアリングプラスチック(スーパーエンプラ)に分類されます。エンプラのような工業用樹脂の中にも切削可能なものがあります。ABSやPE(ポリエチレン)などが切削可能な樹脂材料の代表で、PETやアクリルなどを加工することも可能です。
・その他難削材
切削加工に不向きな材料を、総じて難削材と呼びます。ガラスやSiC、セラミックなど脆性が高く壊れやすい素材やチタン、タングステンといった高硬度の金属材料などが該当します。また、ゴムのように粘り強く弾性が高い素材も切削が困難です。
こうした難削材は、メーカーによっては切削加工な場合がありますので、一度相談されることをおすすめします。
| 材料 | 切削性 | 備考 |
| 鉄鋼 | 〇 | |
| ステンレス鋼 | △ | |
| アルミ合金 | 〇 * | 純アルミは△ |
| 黄銅(真鍮) | 〇 | |
| 木材 | 〇 | |
| 樹脂 | 〇 * | 一部の樹脂 |
| 難削材 | △ | 加工メーカーにより加工可否が分かれる |
材料選定における2つのポイント
以上、切削加工に用いられる材料とその特徴について見てきました。
ここからは、材料選定における2つのポイントについて詳しくご説明します。設計者の方が一番気になるのは、やはりコストですが、
・材料・調達コスト
・加工コスト
の両方について考える必要があります。仮に材料・調達コストは安くても、加工コストが高ければ全体のコストは上がってしまいます。
①材料・調達コスト(入手のしやすさ、希少性)
一般に、材料・調達コストは入手のしやすさや、その逆の希少性に応じて異なります。安価なものなら丸棒で市販されており簡単に手に入りますが、いわゆるレアメタルとよばれるような希少な金属類は大変高価になります。
材料・調達コストが高いものは、アルミ合金(特にジュラルミン系)、黄銅、チタンやタングステンなどの難削材。一方、鉄鋼やステンレス鋼、木材、樹脂などは比較的コストを抑えられる材料と言えるでしょう。
②加工コスト(強度・硬度)
次に加工コストですが、加工コストは主として強度・硬度に比例します。ワーク(被削材)の強度ないし硬度が上がると、工具の寿命が短くなったり、加工に時間がかかったりするためです。また、高い加工精度や複雑形状の実現が要求される場合も加工時間が長くなるため、やはり加工コストが上がります。ロット数が少ない(少量多品種の)場合も同様です。
ステンレス鋼やチタン、タングステンは加工コストが膨らんでしまいますが、鉄鋼やアルミ合金、黄銅や木材、樹脂であれば比較的加工が容易なので、安く済みます。特に、ジュラルミン系アルミ合金のA2017、A2024、A7075は、鉄鋼材料の約3分の1、チタンの約3分の2という軽量にも関わらず、鉄鋼やステンレス鋼に匹敵する強度を誇ります。
重要なのは”コストと性能のバランス”
ここまで材料選定における2つのポイントについてお話ししましたが、もちろん安ければいいというわけではありません。用途や使用環境に応じて、強度・硬度、耐食性・耐熱性・耐候性、そして剛性・靭性など最低限必要な性能を満たす材料を選定することが前提です。
したがって、コストと要求される性能の両方をバランスよく満たす材料を選定するというのが非常に重要になります。たとえ、コストは抑えられるが性能を満たしていないとされる材料であっても、切削加工や表面処理をはじめとする加工の工夫によっては要望に応えられる場合があります。
切削加工における材料選定やコストダウンにお困りの方は、加工・製作を依頼する前に、一度メーカーにご相談されることをおすすめします。
切削材料変更によるVA・VE提案事例
ここでは、当社の切削材料変更によるVA・VE提案事例についてご紹介します。
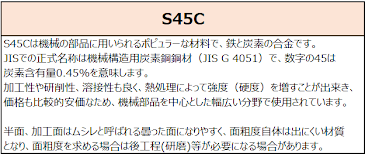
VA・VE提案事例:S45CからS45CFへの材質変更によるコストダウンおよび寸法精度安定化
機械構造用炭素鋼のS45Cはポピュラーな材質で、機械部品を設計する時には採用を検討されることが多い材質です。しかし、S45Cはむしれるなど表面が荒れやすい特性があり、切削性は比較的良いものの面粗さを維持するのは難しい材質です。 そのため、面精度を維持しようとすると刃持ちが悪くなってしまうことが課題でした。
>>詳しくはこちら
旋盤加工のことなら当社にお任せください!
自動旋盤加工 コストダウンセンター.comでは、自動車、ハードディスク、光ファイバー、カメラ、OA機器、電気温水器、各種センサー(温度、近接、超音波)、各種工作機械などの金属部品を多数製作しています。
自動旋盤加工 コストダウンセンター.comを運営する株式会社フジタイトは、4つの強みを持っています。
①NC複合自動旋盤を用いた最大60万個/月の量産に対応!
②快削材はもちろん、チタン・インコネル・ステンレスなどの難削材まで加工可能!
③24時間稼働(夜間無人運転)で加工コストを低減!
④刃具を自社成形する事で複雑形状の加工にも迅速に対応可能!
さらに、自動旋盤加工 コストダウンセンター.comは、材質変更や加工工程の改善によるコストダウンなどVA・VE提案についても豊富な実績がございます。
切削加工の量産・コストダウンでお困りの方は、自動旋盤加工 コストダウンセンター.comまでお問い合わせください。
>>ご相談・お問合せはこちら