自動旋盤による端面削り加工とは?
自動旋盤における端面削りとは、工作物の軸方向に垂直な面を削る加工方法です。旋盤は回転する工作物を固定し、切削工具を工作物に対して進行方向に対して垂直に移動させることで削り取ります。
基本的な端面削りは、以下の手順で行います。
まず、工作物を旋盤の中心軸に取り付けます。次に、切削工具を旋盤の切削台にセットし、工作物に対して適切な進行方向に対して垂直に移動させます。この過程で、切削工具が工作物の端面を削り取ります。この時、工作物と切削工具の相対的な位置や進行速度を制御しながら切削します。
端面削りは、工作物の端面を均一かつ平坦に仕上げることができます。加工精度を高めるために、切削工具の適切な選択や切削条件の最適化が重要です。また、切削工具の刃先の形状や精度を確保するために、切削工具の定期的な交換やメンテナンスも必要になります。
このように自動旋盤における端面削りは、機械部品や精密機器の製造において広く使用される加工方法です。
自動旋盤による端面削り加工の役割
自動旋盤における端面削りは、工作物の軸方向に垂直な面を削る作業です。その役割は重要で多岐にわたります。
まず、端面削りは工作物の寸法を正確に制御するための手段です。工作物の一端を均一かつ正確に削り取ることで、所定の寸法に仕上げることができます。これは、機械部品や精密機器の製造において非常に重要です。正確な寸法は、部品の相互適合性や機械の正確な動作に直結し、品質の向上に寄与します。
さらに、端面削りは工作物の平坦な表面を作り出す役割も果たします。均一で平坦な端面は、部品の組み立て時や接合時において安定した接触や密着を実現します。これにより、部品の信頼性や性能が向上し、より効率的な動作や作業が可能となります。また、端面削りは加工精度の向上にも貢献します。旋盤による精密な切削操作により、工作物の端面の平坦さや表面仕上げを高いレベルで制御することができます。これにより、部品の摩擦や振動を最小限に抑えることができ、高い精度を要求される産業分野において必要不可欠な工程となっています。
自動旋盤による端面削り加工時のポイント
自動旋盤で端面削りを行う場合は以下のポイントに注意しましょう。
①定位と固定
工作物を旋盤の中心軸に正確に定位し、適切に固定することが重要です。正確な位置づけと安定性は、加工品質に直結します。
②切削工具の選択
端面削りに適した切削工具を選択します。刃先の形状や材質を工作物の材料と加工条件に合わせて選ぶことが必要です。
③切削条件の設定
切削速度、送り速度、切削量などの切削条件を適切に設定します。材料の性質や工作物の形状に合わせて最適な加工条件を選択します。
④切削方向の決定
端面削りでは、切削方向が重要です。適切な切削方向を選ぶことで、工作物の形状や表面粗さに影響を与えることができます。
⑤切削速度の制御
一定の切削速度を維持することで、加工品質の一貫性を確保します。切削速度の変動が生じないように注意しましょう。
⑥送り速度の調整
送り速度は、切削量と切削速度とのバランスを取る重要な要素です。適切な送り速度を設定し、一定の進行速度を確保します。
⑦冷却と潤滑
切削時には適切な冷却と潤滑を行うことが必要です。適切な切削液を使用して切削部や切削工具を冷却し、切削時の摩擦や熱の発生を抑えます。
端面削り加工の事例
ここからは、自動旋盤を用いて端面削り加工を行なった、当社の事例を紹介します。
ガスセンサー用吐出部品
こちらは、ガスセンサー用吐出部品の加工事例です。
材質はA6061で、旋盤加工・ミーリング加工・クロス穴加工にて製作しています。
穴加工が多くバリ発生が懸念されますが、穴加工の段階でバリが発生しないように工程組みから工夫しています。
穴サイズはφ1,タップ径はM1.4です。
また、製品の中心を通る長孔については、Rz6.3S,Ra1.6a以下の要求をクリアしています。
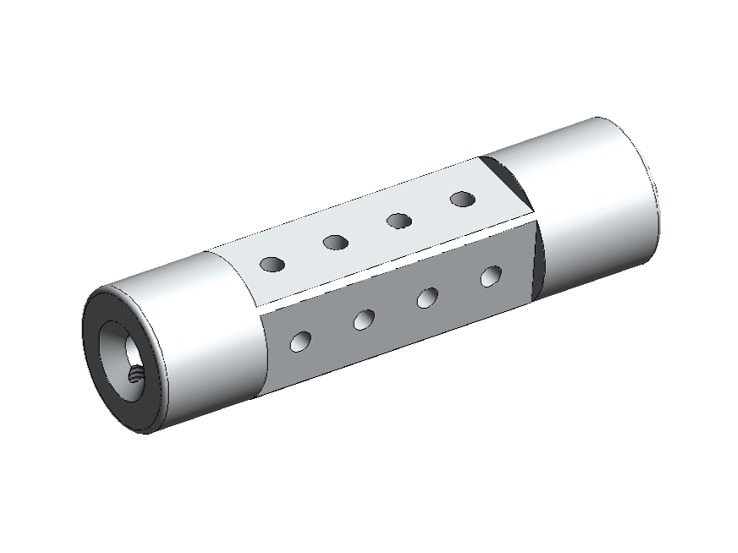
シート固定ネジ

こちらは、バスに使用されるシート固定ネジの加工事例になります。
材質はSUS303で、旋盤加工により製作を行いました。 こちらの製品は、形状が外径M14の低頭特殊ねじとなっております。 この製品の加工におけるポイントは、肉薄形状の寸法維持を行っている点です。 こちらのねじにはΦ17㎜の外径ねじに対して、Φ11㎜の貫通穴が空いているため、肉薄の形状となっております。肉厚は、ネジ部で1.5㎜、最肉薄部(ネジ部下)では0.5㎜となっております。 そのため、加工を行う中で寸法を維持するのが難しいです。 そこで、当事例では、工具の摩耗管理を厳しく行うことで、肉薄形状の寸法維持を行いました。
特殊インサート
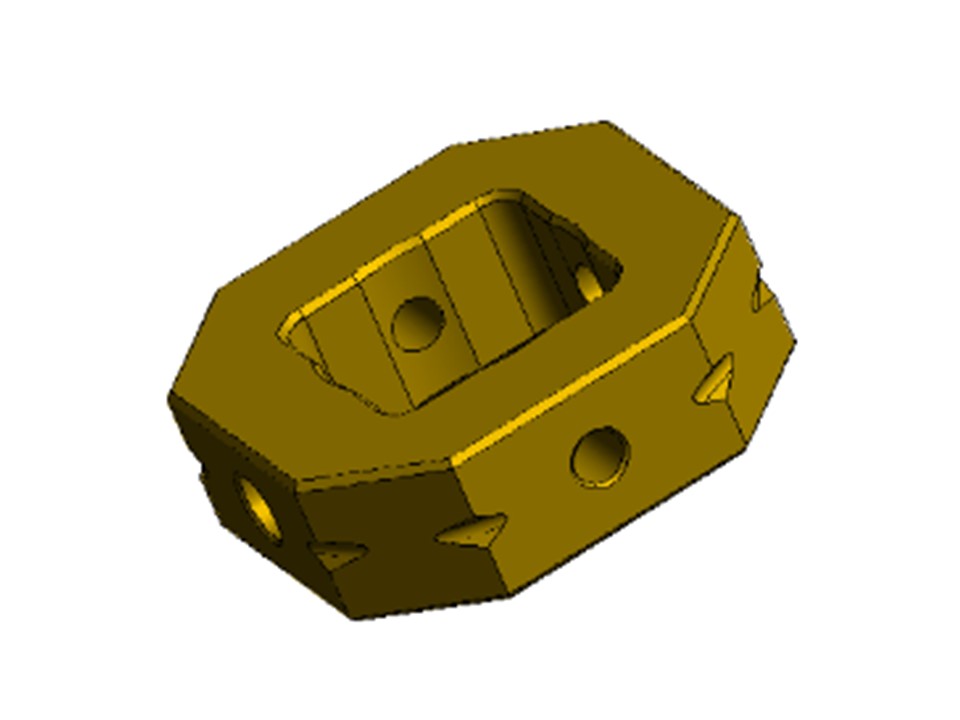
こちらは、半導体製造装置用のバルブハンドル部品の加工事例になります。
材質はC3604で、旋盤加工、ミーリング加工を施して、製作を行いました。 今回加工に用いたC3604は、C2801に鉛を添加し切削性(被削性)を上げた真鍮材料になります。別名、快削黄銅と呼ばれることもあり、旋盤加工に適した材質と言えます。 こちらの製品は、小径エンドミルによるミーリング加工がメインの形状となっています。 中央の穴の角の形状を出すために小径エンドミルを使用する必要があります。 また、こちらの製品では、バレル加工によってバリを除去しています。
自動旋盤加工は当社にお任せください!
自動旋盤加工 コストダウンセンター.comを運営するフジタイトではNC自動複合旋盤に特化しており、様々な素材の切削加工を行っております。また刃物を自社で制作しており、製品ごとに最適な加工を行うことができるため、ステンレス、チタンなどの難削材にも対応しております。また、VA・VE提案も行っておりますので、ご気軽にご相談ください。旋盤による切削加工は是非当社にお任せください!